|
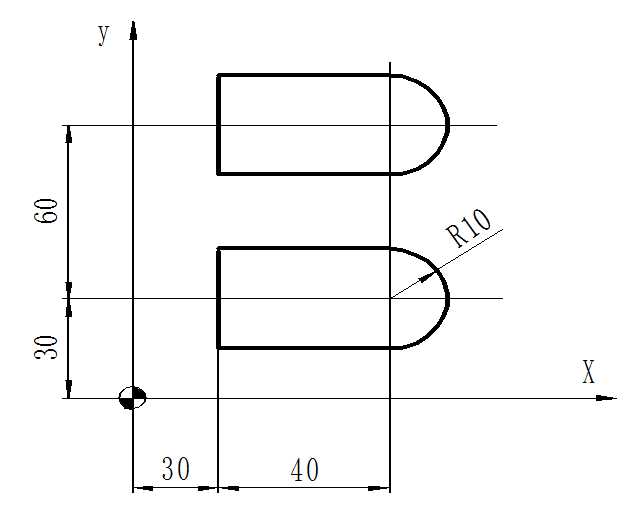
N1 G92 X0 Y0 Z50 N2 M03 S500 N3 G00 X19 Y24 N4 Z5 N5 G01 Z-3 F40 N6 Y56 N7 G02 X29 Y66 R10 (N7 G02 X29 Y66 I10) N8 G01 X71 N9 G02 X81 Y56 R10 (N9 G02 X81 Y56 J-10) N10 G01 Y24 N111 G02 X71 Y14 R10 (N11 G02 X71 Y14 I-10) N12 G01 X29 N13 G02 X19 Y24 R10 (N13 G02 X19 Y24 J10) N14 G00 Z50 N15 X0 Y0 N16 M30 |
 |
- 子程序:
- 一次装夹加工多个相同零件或一个零件有重复加工部分的情况下可使用子程序。
- 说明:子程序不是NC系统的标准功能,不同的NC系统所用的指令和格式均不相同。
-
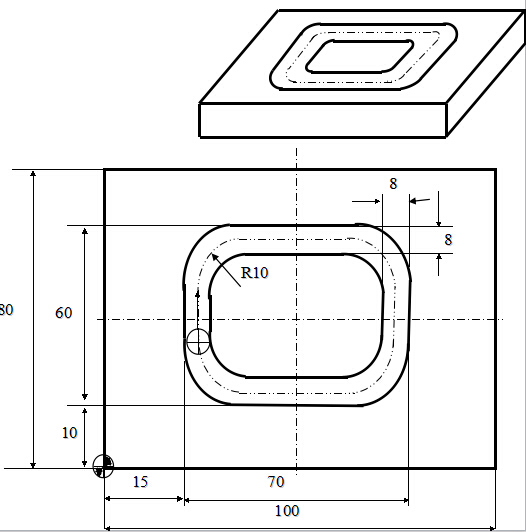
例一:如图所示,加工两个相同的工件,试编写其加工程序。Z轴开始点为工件上方100mm处,切深10mm。
|
子程序 O100; N10 G91 G00 Z-95.0; N20 G41 X40.0 Y20.0 D01; N30 G01 Z-15.0 F100.0; N40 Y30.0; N50 X-10.0; N60 X10.0 Y30.0; N70 X40.0; N80 X10.0 Y-30.0; N90 X-10.0; N100 Y-20.0; N110 X-50.0; N120 Z110.0; N130 G40 X-30.0 Y-30.0 M99; |
1、编写子程序时,一般采用增量方式编程,这样可减少计算量。
2、主程序中的模态指令可被子程序中同一组的其它G代码所*改。如子程序用了G91代码后,在返回主程序时将继续以G91方式进行,故应特别注意代码的转换,否则可能产生位置错误。
3、调用程序时使用刀补,*好不要在刀具补偿状态下的主程序中调用子程序,换句话说,刀补的建立和取消应在子程序中进行。如果必须在主程序中建立,则应在主程序中消除。决不能在主程序中建立,在子程序中消除,也不能在子程序中建立,在主程序中消除,否则极易出错。
4、子程序不能单独运行。
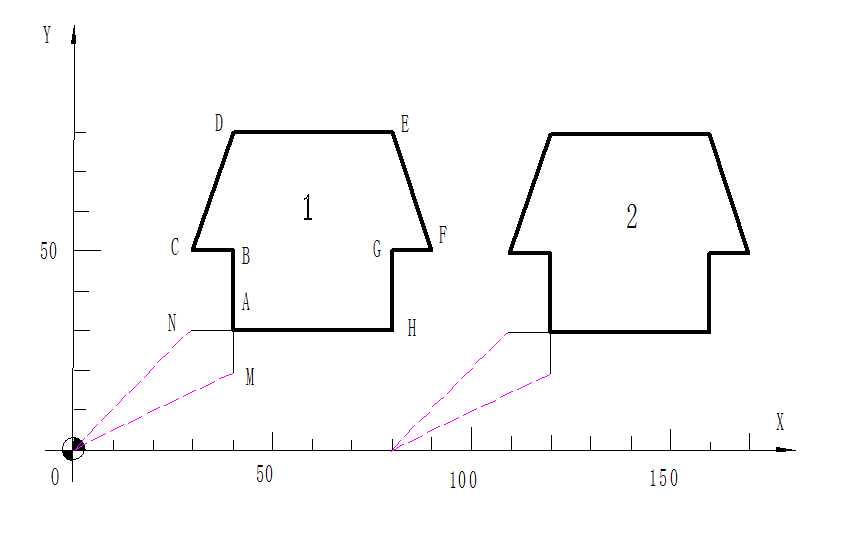
例二:如图所示,加工两个相同的工件,试编写其加工程序。切深10mm。