





主轴松拉刀是数控加工中心的基本功能,无论型号如何其结构基本上大同小异,本文主要介绍数控加工中心主轴松拉刀的基本结构及工作原理:
基本结构:
基本结构:
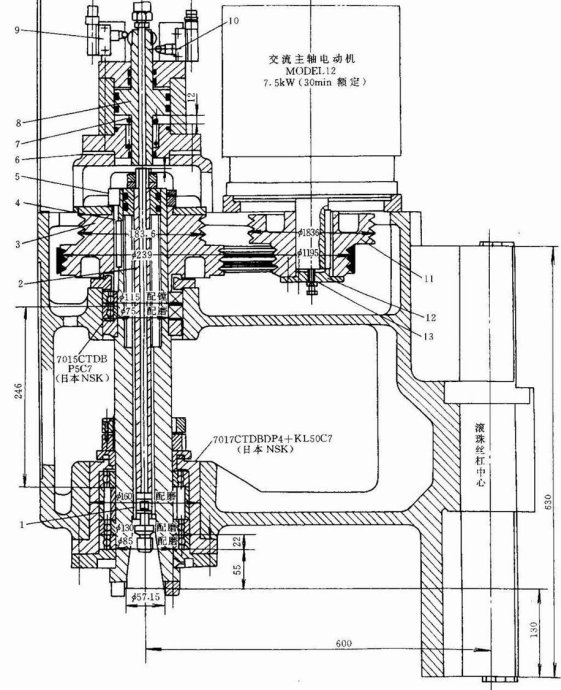
1-拉钉 2-拉杆 3-带轮 4-碟形弹簧 5-锁紧螺母 6-调整垫 7-螺旋弹簧 8-活塞 9、10-行程开关 11-带轮 12-端盖 13-调整螺钉
主轴内部有刀杆的自动夹紧机构,它由拉杆2和头部的4个钢球、碟形弹簧4、活塞杆8和螺旋弹簧7组成。夹紧时活塞8的上端无油压,弹簧7使活塞8向上移至图示位置。碟形弹簧4使拉杆2上移至图示位置,钢球进入到刀杆尾部拉钉1的环形槽内,将刀杆拉紧。放松时,液压使活塞8下移,推拉杆2下移。钢球进入主轴后锥孔上部的环形槽内,把刀杆放开。当机械手把刀杆从主轴中拔出后,压缩空气通过活塞和拉杆的中孔,把主轴锥孔吹净。
行程开关9和10用于发出夹紧和放松刀杆的信号。
刀杆夹紧机构用弹簧、液压夹紧,液压放松,以保证停电刀杆不会松脱 。夹紧时活塞8和拉杆2的上端之间有一定间隙(约4mm),以防止主轴旋转时端面摩擦。
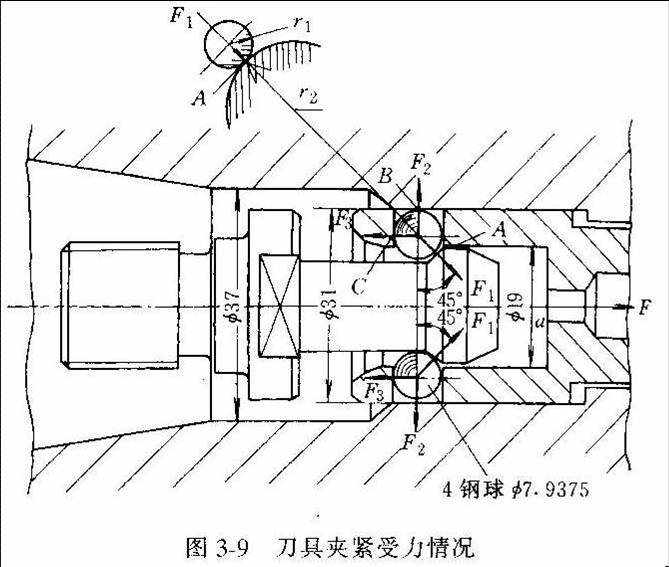
数控加工中心采用锥柄刀具,锥部的尾端安装有拉钉1,有拉杆2通过4个5/16in的钢球拉住拉钉1的凹槽,使刀具在主轴锥孔内定位及夹紧。拉紧力由碟形弹簧4产生。碟形弹簧共有34对68片。拉紧刀具的拉紧力等于10kN,*大为13kN。
换刀时,活塞8的行程为12mm。前进约4mm后,它开始推动拉杆2,直到钢球进入主轴锥孔上部的Φ37mm的环槽。这时钢球已不能约束拉钉的头部。拉杆继续下降,拉杆的a面与拉钉的顶端接触,把刀具从主轴锥孔中推出。行程开关10发出信号,机械手即可将刀具取出。
修磨调整垫块6就可保证当活塞的行程到达终点时拉杆的a面与拉钉的顶端接触。
活塞8推动拉杆把刀具推出,故活塞的*大推力应等于13kN加弹簧7的弹力。
4个钢球与拉钉锥面、主轴孔表面、钢球所在孔的接触应力是相当大,因此对这些部位的材料及表面硬度要求很高。4个钢球所在孔应在同一平面内,为了保证钢球受力的一致性。
